介绍有关于设置时间的整体功能。
往切割机中设置中途品,在加压机中设置模型,对于锅炉要进行预热,清洗罐子等等,设备正式工作之前所需要的准备时间,以及这些设备工作后进行收拾得设置时间,在计划立案上是个很重要的因素。Asprova中关于设置时间具备了很多的功能。这里从基本的设置方法到各种功能进行介绍。
一、前设置时间和后设置时间
前设置时间,后设置时间基本上是在制造BOM中设置。制造BOM中设置就是说根据每个品目,每个资源进行单独设置。(图1)
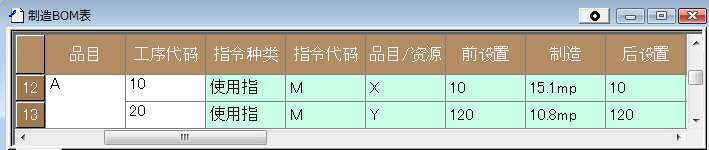 ▲ 图1 制造BOM 标,可以设置前设置时间和后设置时间。
▲ 图1 制造BOM 标,可以设置前设置时间和后设置时间。
制造BOM表中的「前设置」「后设置」属性和「制造」属性相同,属性的式样为表达式型,设置秒(s),分(m),小时(h),天(d),星期(w)等,省略单位的话就代表分。与制造任务相同,设置为mp的话,设置时间与制造数量成比例。
在这个状态下排程的话,前设置和后设置也会被分派,在甘特图上如图2显示。
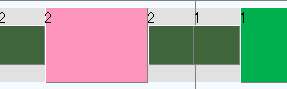 ▲ 图2 资源甘特图上显示的前设置时间和后设置时间。指令图棒上显示的文字列为订单代码,从左开始,为2 号订单的前设置,制造,后设置,然后是1 号订单的前设置,制造。
▲ 图2 资源甘特图上显示的前设置时间和后设置时间。指令图棒上显示的文字列为订单代码,从左开始,为2 号订单的前设置,制造,后设置,然后是1 号订单的前设置,制造。
另外,在设置时间中,可以和制造时间设置为一样的工作效率。
二、内设置时间和外设置时间
图2的设置时间是在资源停止工作的时候进行的,这个叫做内设置时间。相反的,不停止资源,在资源的外部进行设置,称之为外设置时间。外设置时间的情况下,利用副资源,如图3一般设置,排程后如图4。
 ▲ 图3 制造BOM 表。外设置的设置例子。
▲ 图3 制造BOM 表。外设置的设置例子。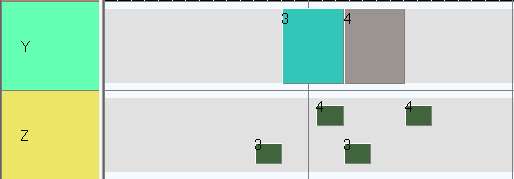 ▲ 图4 资源甘特图上显示的外设置时间。设置用的副资源Z 在订单3 的后设置之前,已经结束了订单4 的前设置。
▲ 图4 资源甘特图上显示的外设置时间。设置用的副资源Z 在订单3 的后设置之前,已经结束了订单4 的前设置。
有关于外设置时间,在实践培训手册中,有详细说明。
三、品目设置、规格设置和资源设置
切换品目时的设置,切换规格时的设置,切换资源时的设置,分别可以在品目设置时间表(图5),规格设置时间表(图6),资源设置时间表(图7)中进行设置。相邻的工作的品目、规格、资源在切换时会发生的步骤,因为只有分配后才能知道是否发生,所以这些步骤被称为前后依存计划或动态计划。
 ▲ 图5 品目设置表。资源X 中,设置了从品目A 切换到品目B 时要花120 分钟。
▲ 图5 品目设置表。资源X 中,设置了从品目A 切换到品目B 时要花120 分钟。 ▲ 图6 规格设置表。资源Y 中,设置了,从规格M切换到规格N时要花120 分钟。
▲ 图6 规格设置表。资源Y 中,设置了,从规格M切换到规格N时要花120 分钟。 ▲ 图7 资源设置表。资源X 中,从副资源Y 切换到副资源Z 时要花120分钟。前,后资源不一定是要副资源,比如说,在副资源X 时,从主资源切换到主资源Z 时也可以设置。总而言之,不管是主资源还是副资源都可以在这里设置。
▲ 图7 资源设置表。资源X 中,从副资源Y 切换到副资源Z 时要花120分钟。前,后资源不一定是要副资源,比如说,在副资源X 时,从主资源切换到主资源Z 时也可以设置。总而言之,不管是主资源还是副资源都可以在这里设置。
设置前后依存设置时,在制造BOM 表中,想要发生设置时间的使用指令中本来没有的固定的设置时间的情况下,在「前设置」中设置为0 (图8)。像这样,在图6 和图8 中设置的话,会像图9 一样,发生规格的切换设置。
 ▲ 图8 想要发生前后依存设置的使用指令中,本来没有的固定的设置时间的话,作为「这里会发生」的意图,设置为0。
▲ 图8 想要发生前后依存设置的使用指令中,本来没有的固定的设置时间的话,作为「这里会发生」的意图,设置为0。 ▲ 图9 图6 以及图8 中的设置的情况下的资源甘特图。订单5,6 的规格切换,发生规格设置时间。
▲ 图9 图6 以及图8 中的设置的情况下的资源甘特图。订单5,6 的规格切换,发生规格设置时间。
在各设置时间表中有「优先级」属性,另外,各设置时间表中,可以使用,品目组,资源组,包含所有项目的*(星号),可以向日历表一样有效的进行设置。
像这样的话,有时候会想知道这个设置时间是从哪里的设置项目中生成的,为此,工作中使用的前后依存设置项目可以从工作中参照。这样用的话,在前后依存设置项目中设置备注,在资源甘特图中各工作发生的前后依存设置项目的备注就会显示出来。
比如说,如图10 一样,在设置时间项目中设置备注的字符串。在工作类中如图11 一样设置为使用了前后依存设置项目可以参照,在资源甘特图的显示设置的「使用指令棒文本格式表达式」(资源甘特图标签)中设置
IF(ME.Work.Type=='P',ME.Order+'\n'+ME.Order.Spec1,ME.Operation.Change1.Comments)
就会像图12一样显示设置对象的备注。
 ▲ 图10 在规格设置时间表中设置备注。
▲ 图10 在规格设置时间表中设置备注。 ▲图11 在工作类中,可以参照使用了前后依存设置对象。
▲图11 在工作类中,可以参照使用了前后依存设置对象。 ▲ 图12 显示了发生前后依存设置对象的备注的指令棒文字字符串。
▲ 图12 显示了发生前后依存设置对象的备注的指令棒文字字符串。
四、设置时间的计算方法
在设置了制造BOM表和多个前后依存设置时间的情况下,取其中最大值或者合计值作为最终的设置时间可以在项目设置的「设置时间计算方法」属性中设置(图13,图14)。在制作数据表时,事先决定设置时间的计算方法是用「最大值」还是「合计值」,再制作数据。
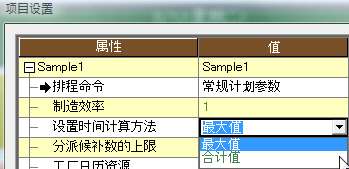 ▲ 图 13 项目设置的「设置时间计算方法」。设定在各表格中设置的设置时间如何使用。
▲ 图 13 项目设置的「设置时间计算方法」。设定在各表格中设置的设置时间如何使用。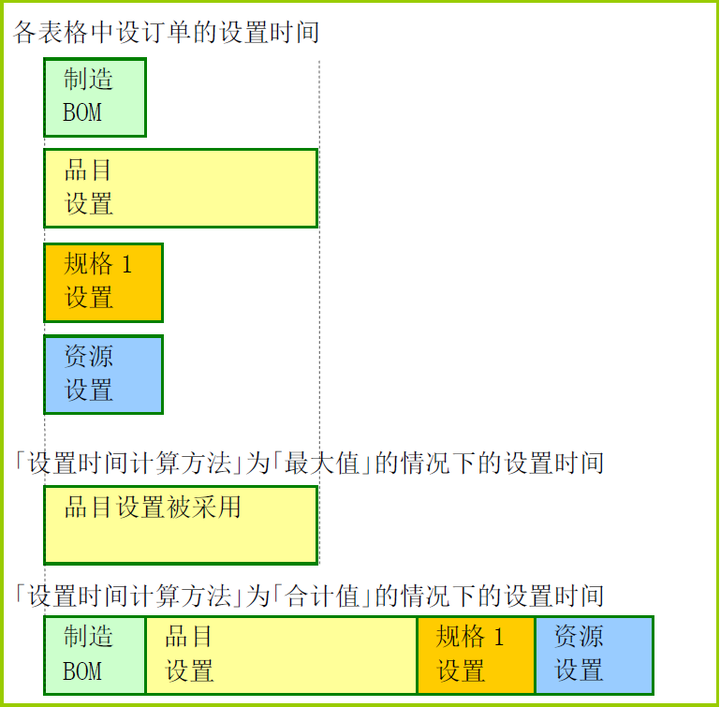 ▲ 图14 按照「设置时间计算方法」中的设置反映的设置时间例。规格设置时间中,不只一个存在的话,所有的规格都会进行考虑。
▲ 图14 按照「设置时间计算方法」中的设置反映的设置时间例。规格设置时间中,不只一个存在的话,所有的规格都会进行考虑。
五、同一品目设置时间为0
另外,在设置了这些设置时间后,同一品目的工作排在一起的情况下,强制忽视这些设置,将设置时间变为0时,在项目设置的「相同品目的设置时间为零」属性中打勾(图15)。
 ▲ 图15 项目设置的「相同品目的设置时间为零」属性。同一品目的工作相邻的话,所有的设置时间的设置都没有强行忽视。
▲ 图15 项目设置的「相同品目的设置时间为零」属性。同一品目的工作相邻的话,所有的设置时间的设置都没有强行忽视。
六、设置时间的资源量
设置时间的资源量如果什么都不设的话默认为1,在制造BOM表的「前设置任务资源量」「后设置任务资源量」中可以设置。(图16)。该属性也是表达式型。
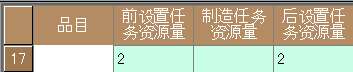 ▲ 图16 在制造BOM 表中,前设置时间,后设置时间案中各自资源量设置为2的设定。
▲ 图16 在制造BOM 表中,前设置时间,后设置时间案中各自资源量设置为2的设定。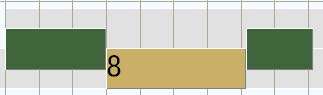 ▲ 图17 如图16 一样设置后,被分派的的资源甘特图。(「堆积工作显示方法」设置为「按照实际资源量显示」。严格上来说,设置时间的使用指令的显示,无法严密地显示任务使用指令的资源量。图棒的高度反映刻资源量。
▲ 图17 如图16 一样设置后,被分派的的资源甘特图。(「堆积工作显示方法」设置为「按照实际资源量显示」。严格上来说,设置时间的使用指令的显示,无法严密地显示任务使用指令的资源量。图棒的高度反映刻资源量。
七、设置时间的中断时间的上限
在这里设定设置中断也可以得时间的最大值,在这个范围内,进行计划立案。比如说,如图18,在资源中,前设置时间暂时中断120分钟的设置。
另外,设置结束后,到开始制造的这个中断时间也可以设置最大值。在图18中,设置了资源的前设置结束后,到开始制造,可以中断240分钟。
这些设置,除了在资源类中设置外,在制造BOM中也可以相同设置,也可以让其依存于品目 (图19)。
 ▲ 图18 资源类中设定设置中断时间MAX 属性的窗口。
▲ 图18 资源类中设定设置中断时间MAX 属性的窗口。 ▲ 图19 制造BOM 表中,存在和资源类相同的属性。
▲ 图19 制造BOM 表中,存在和资源类相同的属性。
八、设置时间的自定义
以上介绍的设置时间的功能也不能满足设置时间的情况下可以使用COM接口(EIIFilterCalcCombinationSetupDuration)从插件中指定设置时间。该接口在每次分派工作,每次零时分派工作后会被呼出,那个时候,考虑分派时间,自愿,相邻的工作,计划参数,覆盖原有的设置时间。在资源甘特图上移动时也可以呼出该接口。
开发了这个插件的话,几乎所有的设置时间的设置都可以对应。
九、设置任务和制造任务分开来
设置任务通常都是紧挨着制造任务进行分派的。比如说,在图20中,主资源Y和副资源Z的工作时间不相同,正向排程的情况下,分派后设置任务后,制造任务会被后设置任务所影响。为了不让其受影响,在资源类的「制造任务贴近下一个任务」设置为否 (图21)。
 ▲ 图20 在资源Z 中,「制造任务贴近下一个任务」设置为「是」,正方向排程时的资源甘特图。订单9,最初的制造任务分派在6 月16 号的上午,之后的后设置任务分派在6 月17 号,之后,制造任务会被拽到6月16号的晚上。
▲ 图20 在资源Z 中,「制造任务贴近下一个任务」设置为「是」,正方向排程时的资源甘特图。订单9,最初的制造任务分派在6 月16 号的上午,之后的后设置任务分派在6 月17 号,之后,制造任务会被拽到6月16号的晚上。 ▲ 图21 在资源Z 中,「制造任务贴近下一个任务」设置为「否`」,正方向排程时的资源甘特图。订单9 的后设置任务分派在6 月17 号之后,制造任务不会被拽到会被拽到6 月16 号的晚上。分派位置保持不变。
▲ 图21 在资源Z 中,「制造任务贴近下一个任务」设置为「否`」,正方向排程时的资源甘特图。订单9 的后设置任务分派在6 月17 号之后,制造任务不会被拽到会被拽到6 月16 号的晚上。分派位置保持不变。
十、移动时间
移动时间通常通常是制约前后工序的制造任务时设置的。其中包括1个或者2个设置任务。和哪个任务之间进行移动时间的关联,在工序表输出指令和输入指令的“前设置”,“制造”,“后设置”中设置与制造数量的比例进行相关联。
 ▲ 图22 制造BOM 表中,通过移动时间将前工序的制造任务和后工序的制造任务相关联的例子。输入出比率不在「制造」中,而是在「前设置」中设置,工作输入指令再前设置任务之后追加。
▲ 图22 制造BOM 表中,通过移动时间将前工序的制造任务和后工序的制造任务相关联的例子。输入出比率不在「制造」中,而是在「前设置」中设置,工作输入指令再前设置任务之后追加。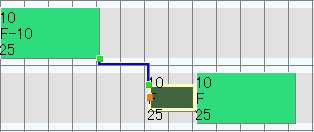 ▲ 图23 图22 的设置,工作输入指令在前设置任务之后,移动时间把前工序的制造结束时间合后工序的前设置的开始时间相关联。
▲ 图23 图22 的设置,工作输入指令在前设置任务之后,移动时间把前工序的制造结束时间合后工序的前设置的开始时间相关联。
十一、炉归集
使用炉归集时,归集条件在规格或者资源类的「炉有效条件表达式」中设置,这时候,发生的设置时间也有归集条件的情况下,在资源类的「炉有效条件式 (前设置)」「炉有效条件式 (后设置)」中设置 (图24)。图25是设置了规格M,N的订单的分派例子。
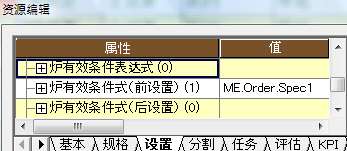 ▲ 图24 属性窗口中显示资源类的「炉有效条件式(前设置)」「炉有效条件式(后设置)」。在这个设置中,设置为了只有订单规格1 相同的工作,前设置任务在同一时间内会相互归集。
▲ 图24 属性窗口中显示资源类的「炉有效条件式(前设置)」「炉有效条件式(后设置)」。在这个设置中,设置为了只有订单规格1 相同的工作,前设置任务在同一时间内会相互归集。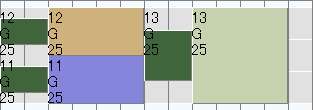 ▲ 图25 资源甘特图。同一规格的订单的设置时间可以相归集。
▲ 图25 资源甘特图。同一规格的订单的设置时间可以相归集。
十二、实绩
通常是按照各工作设置实绩的,也可以以任务为单位进行实绩设置。比如说,对于前设置任务,可以设置为50%已经完成。状态,实绩开始时间,实绩结束时间,实绩取得时间,实绩进展率等可以使用。也可以通过导入来设置设置任务的实绩。这个时候,在实绩表格中使用「任务索引」属性。
 ▲ 图26 属性窗口中,设置前设置任务对象的实绩的。
▲ 图26 属性窗口中,设置前设置任务对象的实绩的。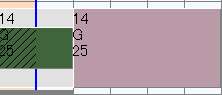 ▲ 图27 图26 的设置实绩后分派的资源甘特图。前设置任务完成了50%。
▲ 图27 图26 的设置实绩后分派的资源甘特图。前设置任务完成了50%。
十三、设置时间和事件制约
・ 制造了1000 个以后插入一定时间的设置。
・ 使用了3 次清洗一次。
等,没有在数据表中插入设置时间,通过使用事件选项,让其发生事件订单实现分派。事件订单是独立的订单,与设置时间不同。