-
分割1个工序内的各个工作,分散到多个资源上。
-
和实际在现场的批量数相吻合。
-
小批量化生产,缩短制造提前期。
一、什么是分割工作
分割工作是指对一个工序内的一个工作对象进行分割的功能。
如图1,将「01:10」的工作分割成「01:10:001」工作和「01:10:002」工作。
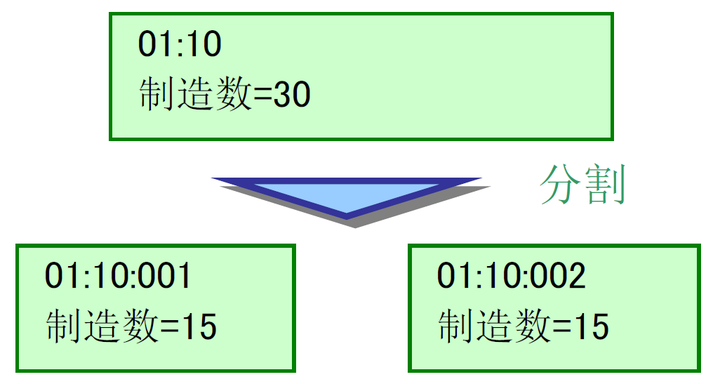 ▲图1 将工作1分为2。分开来的工作分带有冒号和索引。
▲图1 将工作1分为2。分开来的工作分带有冒号和索引。
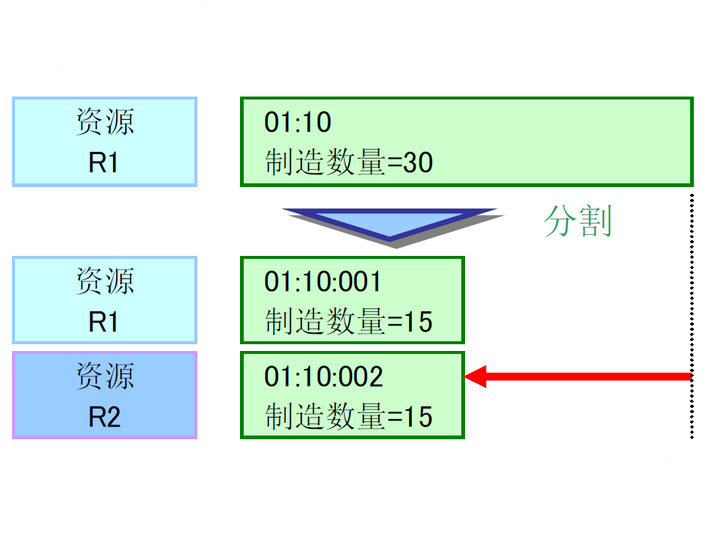
分割后的工作可以个别进行分派,因此可以分派给不同的设备进行工作。
分割方法也有很多,各自的设置属性也不同。
|
|
分割方法
|
属性
|
|
A
|
分割后的工作数
|
工作分割数量
|
|
B
|
制造数的上限
|
工作批量MAX
|
|
C
|
制造数的比率
|
工作分割比率
|
例如图1,与原本的制造数无关,如果一直以分割后的工作数来决定的话,使用「工作分割数量」(A)。也就是说,将「工作割数量」设置成2的话就能如图1一样进行分割工作。设置成3的话就分割成3个工作,每个工作制造数为10个。
按照制造数进行分割的话,设置「工作批量MAX」(B)。「工作批量MAX」设置成15的话,就会如图1一样分割。
控制分割后的制造数量的话,设置「分割工作比率」。将「分割工作比率」设置成1:1的话,将会如图1进行分割。作为一个实例,对中途有实绩的工作,分割有实绩的工作和没有实绩的工作的时候使用。图1的例中,工作「01:10」中只有10个完了,想要分割成10个和20个的情况将「分割工作比率」设置成1;2。
另外,分割的设置可以在「品目」「工作」「资源」「主数据指令模板」(制造BOM表)中进行设置。
以品目种类进行分割的时候、设置品目类(图2)。另外,按每个订单分割的设置不同的时候,设置工作类(图3)。品目、工作类中设置分割方法进行分割情况,不进行分派,分割工作的制造数量也会定下来,这个称之为静态分割。
 ▲图2 以品目类划分割的工作属性(属性窗口)
▲图2 以品目类划分割的工作属性(属性窗口) ▲图3 有关工作类分割的属性(属性窗口)
▲图3 有关工作类分割的属性(属性窗口) ▲图4 关于资源类分割属性(属性窗口)
▲图4 关于资源类分割属性(属性窗口) ▲图5 使用指令类的分割属性(制造BOM表)
▲图5 使用指令类的分割属性(制造BOM表)
另一方面,按照资源进行分割来设置制造数量的情况,设置资源类。另外,不单单是资源,和品目也有关联的情况,设置主数据指令。例如,某一资源不论是哪个品目制造单位数量都已经决定的情况,使用资源类的「资源制造批量MAX」属性(图4)设置。资源和品目的关联数量都已经决定的情况,使用主数据使用指令类的「工作批量MAX」属性(图5)。利用资源,主数据指令模板类设置分割方法进行分割的时候,不决定分派资源就无法决定分配方法,这种分割方法叫动态分割。
二、尝试分割
 ▲图6 属性窗口中设置工作批量MAX的部分。
▲图6 属性窗口中设置工作批量MAX的部分。 ▲图7 排程后的资源甘特图。充填工序的工作被分割开了。
▲图7 排程后的资源甘特图。充填工序的工作被分割开了。
在范例1中我们试着进行分割。品目的「产品A-20」的「工作批量MAX」设置为15。
排程以后、如图7中,第2道工序被分割了。利用静态分割在订单展开命令,动态分割在各种分派指令中执行。
三、分割后缩短工序时间
在实际现场,为了缩短工作时间实行小批量化。排程软件也可以通过分割工作来缩短工作时间。如图8,将分割开来的工作使用不同的资源的分割事例中,缩短了制造提前期。(当然,这是限于根据资源的制造数量得出的制造时间)
 ▲ 图8 将工作一分为二,分派个数个资源同时工作的情况。这是分割工作,缩短工序时间的例子。
▲ 图8 将工作一分为二,分派个数个资源同时工作的情况。这是分割工作,缩短工序时间的例子。
单纯指示进行分割的设置的话,如图2一样,并不使用数个资源,最终只是用一个资源的情况也有,打算使用数个资源的话,使用「工作并行数量」这一属性设置。
另外,分割后的工作,如果将前后工序的半成品分小部分流水工作的话,根据设置接续方法得以实现(图9)。
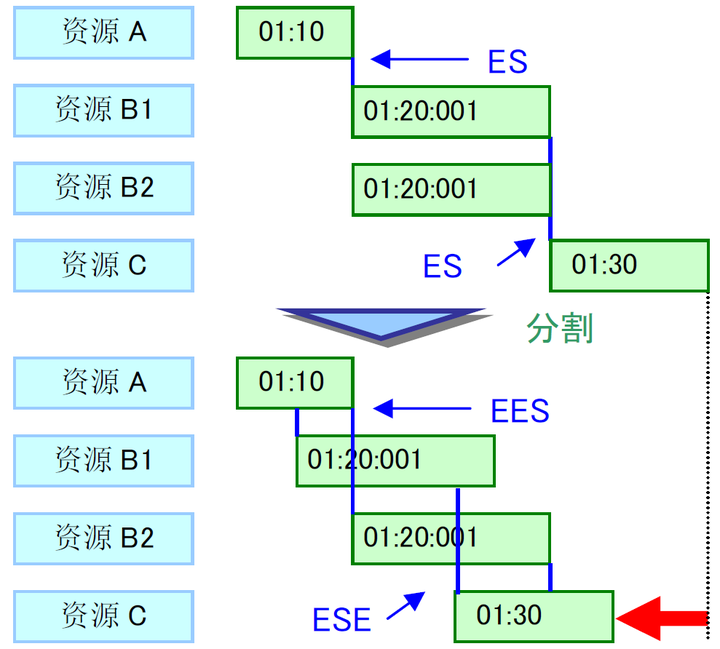 ▲图9 将工作一分为二,接续方法设置为ESE、EES的情况。小批量流水工作,可以缩短制造时间。
▲图9 将工作一分为二,接续方法设置为ESE、EES的情况。小批量流水工作,可以缩短制造时间。
四、递归分割
不单单是一个工序,以后的一部分工序,或者是最后工序想要递归分割的话,可以在「分割设置递归工序数(正向)」设置。相反的,想要对之前的工序进行递归分割的话,设置「分割设置递归工序数(逆向)」。
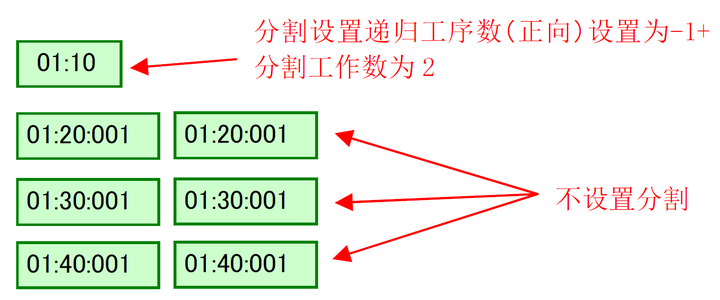 ▲图10 使用分割设置递归工序数的话,对各工序不进行同样的分割设置也可以。(※将分割设置递归数设置为-1 的话就是无限递归)
▲图10 使用分割设置递归工序数的话,对各工序不进行同样的分割设置也可以。(※将分割设置递归数设置为-1 的话就是无限递归)