随着现代石油工业的发展,越来越多的国家和领导人对世界石油的加工清洁化、智能化、高附加值的问题提到很高的高度,从2000年的世界石油大会上就提出来怎么样来保护我们的环境,保护我们的地球,需要清洁。另外从我们节能的角度来说,也要使得我们能够满足节能的要求。
所以信息技术的发展,也使得我们有条件来对我们的石化企业炼厂出现管控的一体化,提高我们的生产管理和控制水平,所以现在石油石化突出的表现,从国外大公司来说就是讲究环保、讲究低能耗、讲究智能化的控制和管理。
国外的炼厂围绕着低能耗、清洁化、智能化的目标,越来越多的炼厂在实施DCS、APC智能化的基础上大规模实施MES系统,来降低能耗、优化产品结构、提高产品的附加值。像国外大公司如ExxonMobil BP、CITCO、Shell等等,并且他们对MES系统每年的效益都有个统计,降低装置能耗1%,提高产品收益率0.5%,减少产品缺陷18%,这是一个很好的效果。
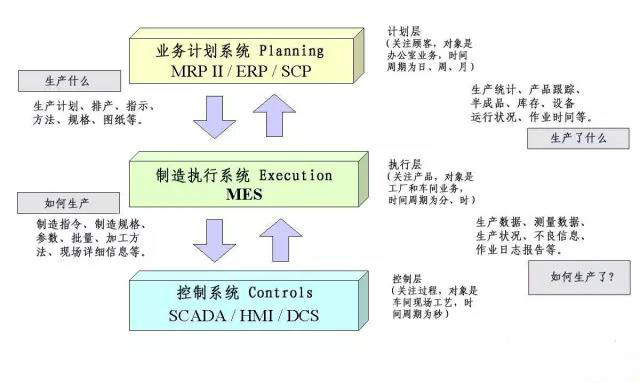
对于我国的石化企业来说,其核心业务流程复杂,是典型的流程型企业,要实现生产过程优化、节能降耗等目标,MES必不可少。并且在整个企业信息整体构架中处于承上启下的作用,如下图所示:
石化行业是一个典型的流程型行业,其核心业务流程涉及原油储运、油品加工和产品发运三个主要业务,其中油品加工涵盖将原油加工成产品的整个过程,也是石化企业生产管理业务的重点。整个过程涉及油品的多次流转及物性的改变,从原油运输进厂,到输入一次加工装置(以物理反应过程为主)、二次加工装置(以化学反应过程为主)、精制装置等进行油品加工,然后输出到罐区进行油品调和,直至产品合格。在这一系列油品加工移动过程中,涉及大量过程数据的实时采集与分析、生产现场设备与物料的监控、生产调度优化以及能源合理供应等问题,迫切需要利用信息技术,实现石化企业生产管理的优化,其核心需求如下图所示:

MES在石化行业的应用概况
由于石化企业核心业务流程的复杂性,信息系统的建设面临如下挑战。
1.过程优化困难
石化企业MES的决策具有混杂性,不仅包括连续过程变量,而且包含离散过程变量。为了对生产过程及产品质量进行控制,必须建立反映连续过程主要物理、化学变化过程的过程模拟模型,并将过程模型与优化模型结合起来。
2.生产操作复杂
石化企业生产环境苛刻,生产过程包含复杂的物理、化学过程及各种突变和不确定性因素。特别是装置启动、停机和应急处理等暂态过程的各项操作,不仅影响生产效率,而且存在着安全隐患。因此,操作管理是石化企业MES的一项重要任务,它负责监督在所执行的每一项操作中遵守操作步骤和规范,在连续、混合及间歇生产环境下为操作员提供流程启动、平稳运行及停机等过程的标准操作指令。
3.能耗高、污染重
能耗成本占原油加工成本的70%以上,因此石化企业信息化不仅要集成信息流和物料流,还要考虑能量流的集成,使调度决策功能能够对物料和能量提供最佳控制策略,不仅达到提高生产效率和降低生产成本的目标,而且实现节省能源、减少污染等目标。
从20世纪90年代末开始至今,MES产品已由单一的MES功能模块发展到整体解决方案,国内外很多著名的公司都推出了面向石化行业的MES,如美国Honeywell公司的MES方案、美国Aspen Tech公司的MES方案和德国西门子公司的MES方案,以及中国石化牵头,由石化盈科、浙江中控、中科院软件所和北京时林公司共同开发的石化企业MES解决方案。
石化行业作为典型的流程行业,由于信息化与自动化基础较好,其对MES的需求迫切,国内外石化行业都非常关注MES的建设,通过MES将生产经营管理和生产操作集成起来,用来支持整个企业的供应链优化,并从中受益。如BP、ExxonMobile、ChevronTexaco、Shell等国际知名公司都已在美国和欧洲的企业实施了MES系统的大部分功能。
作为我国石油化工行业的两个主要企业,中国石化和中国石油在MES的实施策略上有所不同: 中国石化在国家863计划的支持下,以自主知识产权的MES产品SMES研发与实施为主;而中国石油则以美国Honeywell公司的MES产品为主。
石化行业MES的发展趋势
随着信息技术和企业管理思想的进一步发展,MES 技术也将会得到不断提升。从目前的发展现状来看,生产过程优化问题是我国MES研究中的弱项之一。另外,目前的MES在生产过程管理方面仅仅为生产管理人员提供了一个操作平台,生产操作决策人员仍然要凭借个人经验进行操作决策,如何将优秀生产管理者的经验固化在MES系统中,目前还没有涉及。面向未来,今后石化行业MES的发展将主要体现在以下几方面。
1.功能完善的可视化建模。MES是以生产过程模型为核心的。在每个企业实施 MES 时都需要对其生产过程进行建模。直观而丰富的建模手段能够有效的简化建模过程,缩短MES实施周期,降低 MES实施风险,提高MES实施的成功率。
2.实时操作智能与可视化。实时数据库系统的应用使得MES实现了从生产现场直接采集数据,进而提高了数据采集的质量和效率;此外,通过将各类生产运行数据进行实时集成和整合,形成面向生产管理的企业生产运行数据库,为企业生产经营管理优化提高了数据基础。另一方面,随着数据的逐年积累,大量的生产现场数据为我们寻找产品生产过程的内在规律提供了可能。人们将能够对大量历史数据进行挖掘,发现生产过程内在规律或知识,并以直观的形式展现给决策者,进而制定科学正确的决策方案,实现生产管理及操作的在线优化。
3.MES集成与信息展示平台。MES的核心是生产过程集成优化与可视化。实时数据库系统技术的应用实现了企业范围内各种不同厂家、各种不同设备的控制系统数据的实时集成,提供了企业范围生产过程现状的快照,为生产过程的实时集成提供了数据与事件管理基础。基于实时数据库与关系数据库的MES集成平台将实现生产现场过程数据与管理信息的有机整合,为生产过程的集成优化提供有效的工作平台。另一方面,由于石化企业生产过程复杂,完全自动化不可能,需要专业人员的操控。然而,生产现场过程数据量大,如何将这些数据中隐含的有用信息提取出来,并以有效的方式展现给专业人员也是我们需要考虑问题。随着认知科学理论与人机交互技术的发展,在不久的未来将会出现高效实用的信息展示平台。
4.不断扩展的应用深度和广度。一方面,多数已实施MES系统的企业只实施了MES的主要模块,如罐区管理、装置生产管理、进出厂管理、油品移动管理和物料平衡应用较多,计划优化、调度优化及装置成本管理应用较少,石化MES还有较大的应用深度;另一方面,认识到MES重要性的企业越来越多,需要实施MES系统的石化企业将逐年增加,MES应用的广度也将不断扩展。